首页
产品中心
信创国产设备
RFID打印机
RFID手持终端
RFID读写器
固定式读写器
桌面式读写器
RFID天线
RFID平板天线
RFID陶瓷天线
RFID近场天线
RFID智能设备
RFID通道门禁
RFID智能柜
RFID工作站
RFID智能手推车
RFID电子标签
RFID柔性可打印标签
RFID硬质标签
行业应用标签
工业级智能设备
条码通用产品
条码打印机
数据采集器
条码扫描器
通用耗材
RFID解决方案
RFID固定资产管理
RFID涉密载体管控
RFID物流托盘管理
机房资产U位管理
RFID智能档案管理
布草织物洗涤管理
数字化产线管理
智能化仓储管理
珠宝零售管理
RFID标签打印方案
新闻资讯
公司新闻
RFID资讯
服务与支持
帮助文档
程序下载
客户案例
案例分享
更多案例
关于首码
公司简介
企业文化
公司荣誉
联系我们
联系我们
提交反馈
系统官网
固定资产管理系统专栏
首页
>
RFID解决方案
RFID固定资产管理
RFID涉密载体管控
RFID物流托盘管理
机房资产U位管理
RFID智能档案管理
布草织物洗涤管理
数字化产线管理
智能化仓储管理
珠宝零售管理
RFID标签打印方案
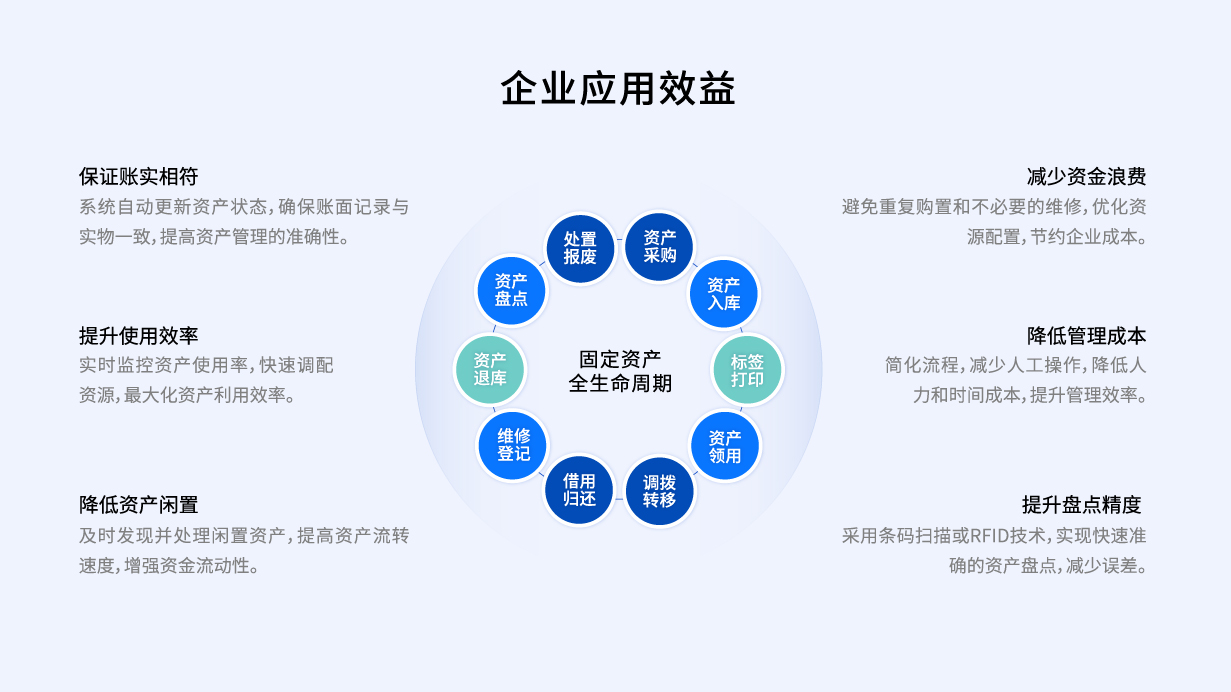
RFID固定资产管理
Asset Management